Fehler: Der Zyklus kann nicht ausgeführt werden.
Letzte Änderung: 19.10.2023
Bei einem Fehler im Abspanzyklus wird oft diese Meldung angezeigt:

"Der Zyklus kann nicht ausgeführt werden. Überprüfen Sie die Werte im Zyklus, das aktive Werkzeug, seine Position, die modal wirkenden Einstellungen und ggf. die Kontur."
Tatsächlich wird der Algorithmus zur Berechnung der Werkzeugwege mit all diesen Informationen "gefüttert", insbesondere mit dem Werkzeug und seiner Position und mit der Kontur zwischen G81 und G80. Wenn dann bei der Berechnung ein Fehler auftritt, lässt sich nicht eindeutig spezifizieren, woran die Berechnung scheitert, darum diese sehr allgemein gehaltene Fehlermeldung.
Anhand eines einfachen Beispiels zeigen wir typische Fehler. Hier zunächst das richtige Programm (kompakt ohne Plandrehen und Gewinde):
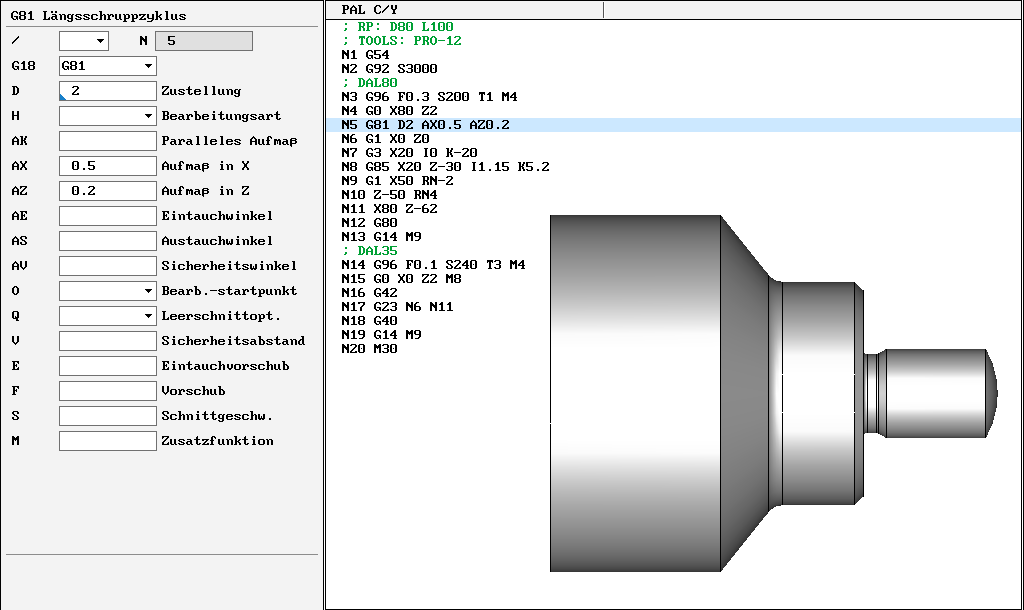
; RP: D80 L100 ; TOOLS: PRO-12 N1 G54 N2 G92 S3000 ; DAL80 N3 G96 F0.3 S200 T1 M4 N4 G0 X80 Z2 N5 G81 D2 AX0.5 AZ0.2 N6 G1 X0 Z0 N7 G3 X20 I0 K-20 N8 G85 X20 Z-30 I1.15 K5.2 N9 G1 X50 RN-2 N10 Z-50 RN10 N11 X80 Z-62 N12 G80 N13 G14 M9 ; DAL35 N14 G96 F0.1 S240 T3 M4 N15 G0 X0 Z2 M8 N16 G42 N17 G23 N6 N11 N18 G40 N19 G14 M9 N20 M30
1. möglicher Fehler: I/K-Fehler
N7 G3 X20 I0 K20
Hier wurde einfach das Vorzeichen von K vergessen, also ein "klassischer" Kreisendpunktfehler. Manchmal hilft dann noch die 2D-Simulation bei der Fehlersuche, wo die Kontur als blaue Linie dargestellt wird. Auch wenn in der 2D-Simulation gar keine blaue Kontur dargestellt wird, kann das ein Hinweis auf einen Kreisendpunktfehler sein.
Wenn man bei einer längeren Kontur den Fehler nicht auf Anhieb findet, kann man versuchen, zwischendurch schon einmal testhalber das G80 zu programmieren, um so zu sehen, ob bis zu dieser Stelle alles passt. So tastet man sich dann allmählich vor.
Oder man kann den Zyklus (G81) erst einmal ganz löschen. Dann wird eben nicht der Schruppalgorithmus aufgerufen, sondern die Software versucht einfach die Kontur abzufahren und kann dann auch gezielt den fehlerhaften Verfahrsatz anzeigen.
Wenn Sie den Fehler gefunden haben, können Sie mit Strg+Z den zuvor gelöschten Satz oder die zuvor gelöschten Sätze wiederherstellen und danach gezielt den eigentlichen Fehler korrigieren. Alternativ zum Löschen des Zyklus kann man ihn (im freien Editor (F7)) auch vorübergehend auskommentieren, indem man ein Semikolon davorsetzt. Das ist insbesondere bei Problemen mit der Kontur, die man ggf. erst in mehreren Versuchen gelöst bekommt, hilfreich.
2. möglicher Fehler: falsch programmierter Freistich G85
Beim Freistich definiert man zwingend die Breite und die Tiefe. Der Winkel (30° nach DIN 76, 15% bei DIN 509) sind nach der jeweiligen Norm vorgegeben, gleiches gilt für den Radius. Wenn man aber von der Norm abweicht und dabei eine zu große Tiefe oder eine zu kurze Breite wählt, kann die Software die Freistich-Geometrie nicht darstellen, und auch dann kann der Zyklus nicht ausgeführt werden. Ein "beliebter" Fehler in diesem Kontext ist z.B. auch die Eingabe der Freistichtiefe bezogen auf den Durchmesser statt wie von PAL vorgesehen auf den Radius.
Wenn man mit den Werten unsicher ist, einfach mal testhalber eine kleinere Tiefe oder einen größeren Durchmesser einsetzen und schauen, ob dann der Zyklus durchläuft.
3. möglicher Fehler: falsches oder unvollständiges Konturelement
N9 X50 RN-2
Hier ist der Programmierer irrtümlich davon ausgegangen, dass in Satz N9 G1 modal wirksam ist. Tatsächlich gilt aber noch das G3 aus Satz N7. Und "(G3) X50 RN3" ist halt kein vollständiger NC-Satz. Es muss zwingend G1 programmiert werden!
Manchmal wird in dem Dialog "Modale Parameter" auch RN (Verrundung) mit R (Radius) verwechselt. Die Adresse R hat aber in einem Linearsatz (G1) nichts verloren. Dies führt zwar dann zu keiner Fehlermeldung, man vermisst aber natürlich die Verrundung.
4. möglicher Fehler: falsches Werkzeug oder falsche Schnittdaten
N3 G96 F0.3 S200 T10 M4
Wie in der Fehlermeldung erwähnt, kann natürlich auch schlicht ein ungeeignetes Werkzeug aktiv sein, was man dann auch in der Simulation leicht sehen wird. T10 ist in diesem Fall ein Drehmeißel für die Innenbearbeitung.
Oft wird in solchen Fällen aber eh auch schon vorher ein Crash oder (bei Bohrern oder Überkopf-Gewindemeißeln) eine falsche Drehrichtung angezeigt, allerdings nur wenn in F1 Datei > F2 Einstellungen der Schalter "Programm-Prüfung" auf "Ein" gesetzt ist.
Auch ein fehlerhafter Technologiesatz (G94 statt G95 aktiv) kann der Grund dafür sein, dass der Zyklus nicht ausgeführt werden kann.
Wie unter 1. beschrieben, kommt man diesem Fehler auch leichter auf die Spur, wenn man den G81 erst einmal löscht und dann die Simulation aufruft.
5. möglicher Fehler: G80 "alleine"
N17 G23 N6 N12
Fürs Schlichten verwendet man oft die Funktion G23 Programmteilwiederholung, um die für den Schruppzyklus weiter oben im Programm definierte Kontur einfach nochmal abzufahren. Wenn man dann die Satznummern falsch wählt (im Beispiel N12 statt N11), dann ergibt das G80 "alleine" keinen Sinn, was ebenfalls zu einer Fehlermeldung führt.
6. möglicher Fehler: modale Einstellungen
Mit "modal wirkende Einstellungen" ist z.B. ein zuvor programmiertes G91 gemeint, das nicht wieder auf G90 zurückgesetzt wurde und die Konturbeschreibung entsprechend beeinflusst.
7. möglicher Fehler
???
Wenn Sie auf weitere Fälle stoßen, die nicht in die aufgelisteten Kategorien fallen und bei denen auch die NC-Eingabehilfe nicht weiterhilft, teilen Sie uns diese gerne mit. Das gilt natürlich erst Recht für solche Fälle, wo Sie den Fehler schließlich gar nicht selbst finden.
Schicken Sie uns dann bitte unbedingt nicht nur das NC-Programm, sondern die kompletten Service-Daten, an support@cnc-keller.de.