Alte PAL-Programme für PAL2020 umschreiben
Letzte Änderung: 08.07.2024
Mit der Reform PAL2020 wurden einige Befehle in der PAL-Codierung geändert, so dass nach PAL2008 bzw. PAL 2012 geschriebene Programme teilweise nicht mehr laufen und in den neueren Simulatoren PAL2020 (bzw. PAL2020 C/Y oder PAL2020 3+2) zu Fehlermeldungen führen.
Für die Änderungen der Einstechzyklen im Drehen, die weiterhin G86 bzw. G88 heißen aber viele neue oder geänderte Zyklenadressen haben, muss man die Sätze praktisch neu schreiben. Hier empfiehlt es sich, zunächst die "alten" Zyklensätze im "freien Editor" auszukommentieren und dann im geführten Modus ("F7 Editor" neu zu programmieren. Beachten Sie aber, dass sich durch das Auskommentieren die Zeilennummerierung ändert (was sich auf Sprünge mit G23 auswirkt), da reine Kommentarzeilen keine Zeilennummern haben. Um dies zu verhindern, kann man einen Trick anwenden und den bisherigen Zyklus als Kommentar hinter einen regulären (unverfänglichen) NC-Satz schreiben. Beispiel:
N28 M1 ; G86 X60 Z-55 ET54 EB6 RO-0.5
Einfach kann man sich das "Übersetzen" von PAL2008 bzw. PAL2012-Befehlen (zur Ebenenanwahl) mit allen anderen Funktionen machen, denn hier gibt es eine einfache Zuordnung zwischen Alt und Neu:
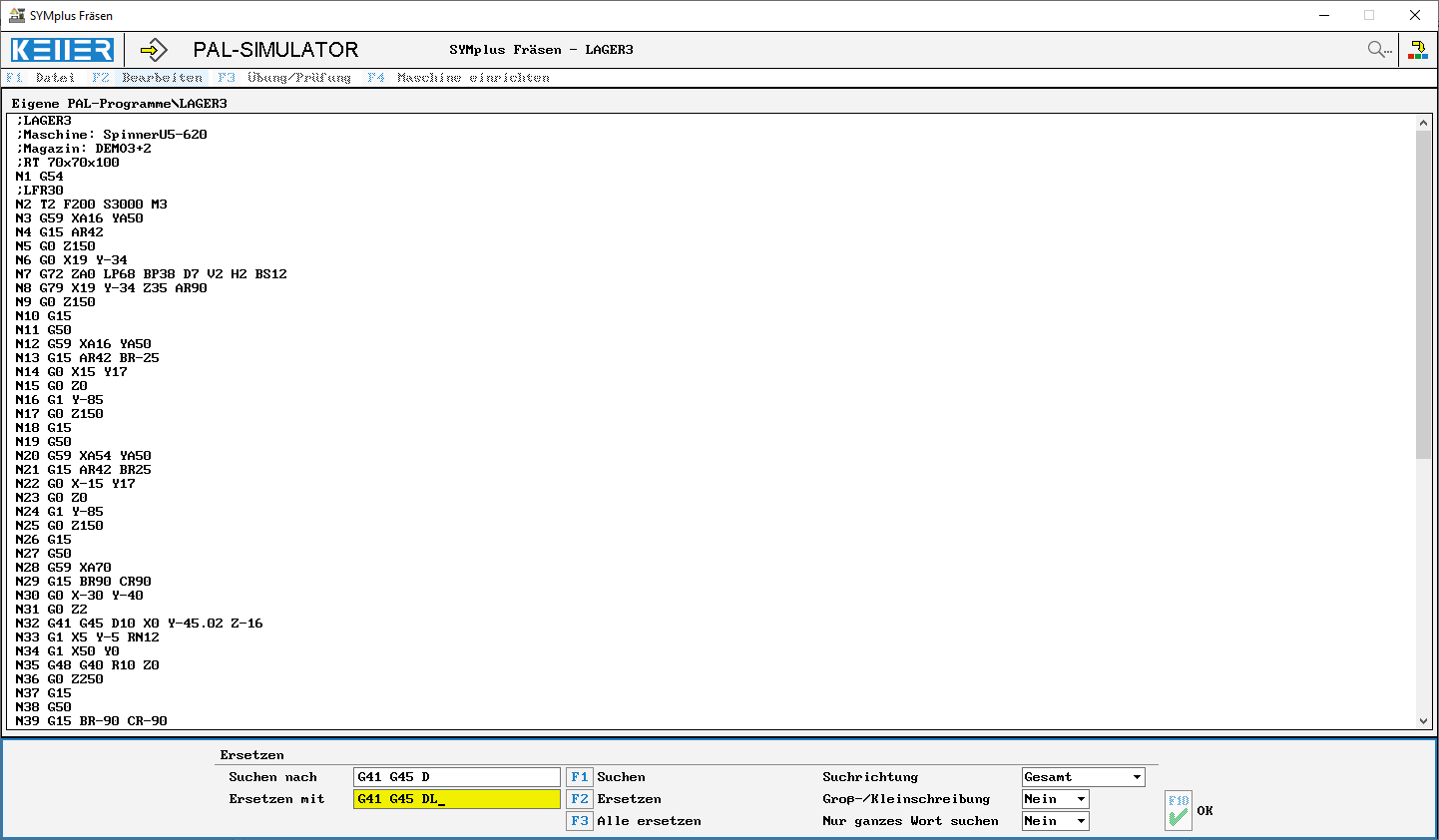
Im "Freien Editor" können Sie dafür die Funktion "Suchen/Ersetzen" oder auch den Shortcut Strg+H nutzen. Wenn Sie die Übung LAGER3 aus dem Arbeitsheft "Ebenenschwenk" früher nach PAL2012 programmiert haben, nehmen Sie dies als Beispiel. Nach dem Laden im Modus "PAL2020 3+2" wird eine Meldung "Das NC-Programm ist fehlerhaft!" erscheinen, die Sie mit "F10" quittieren. Markiert ist der letzte Satz im Programm, der der Codierung nach PAL2020 nicht entspricht. "N65 G17 CR180 AR90". Hier (und an vielen anderen Stellen im Programm) muss G17 durch G15 ausgetauscht werden.
Wählen Sie also "F1 Suchen/Ersetzen" und tragen Sie ins "Suchen nach"-Feld "G17" und ins "Ersetzen mit"-Feld "G15" ein.
 Mit "F3 Alle ersetzen" wird im gesamten Dokument G17 durch G15 ausgetaucht.
Mit "F3 Alle ersetzen" wird im gesamten Dokument G17 durch G15 ausgetaucht.
Wenn Sie mit "F10" den Suchen/Ersetzen-Dialog verlassen und versuchen, mit "F7" wieder in den "geführten Editor" zu kommen, wird als nächstes die Zeile "N45 G48 G40 R10 Z0" als fehlerhaft markiert, denn nach PAL2020 haben sich ja auch die Befehle zum tangentialen An- und Abfahren geändert. Ersetzen Sie also nach dem gleichen Prinzip wie oben im gesamten Dokument "G48 G40 R durch "G40 G46 RR" und anschließend auch noch "G41 G45 D" durch "G41 G45 DL".
 Für das Programm LAGER3 sind damit alle notwendigen Ersetzungen gemacht, Sie können mit "F7 Editor" wieder in den "geführten Modus" wechseln und dort mit "F9 Simulation" das Programm simulieren.
Für das Programm LAGER3 sind damit alle notwendigen Ersetzungen gemacht, Sie können mit "F7 Editor" wieder in den "geführten Modus" wechseln und dort mit "F9 Simulation" das Programm simulieren.
Eine komplette Tabelle mit einer Gegenüberstellung "PAL2008/PAL2012" und "PAL2020" (Stand Sommer 2023) finden Sie nachfolgend:
| PAL2008/PAL2012 | PAL2020 | Bedeutung | Wo kommt's vor? |
| G41 G45 D | G41 G45 DL | Linear tangentiales Anfahren | Fräsen und Drehen mit angetr. Werkzeugen * |
| G42 G45 D | G42 G45 DL | Linear tangentiales Anfahren | Fräsen und Drehen mit angetr. Werkzeugen * |
| G46 G40 D | G40 G45 DL | Linear tangentiales Abfahren | Fräsen und Drehen mit angetr. Werkzeugen * |
| G41 G47 R | G41 G46 RR | Tangentiales Anfahren im Viertelkreis | Fräsen und Drehen mit angetr. Werkzeugen * |
| G42 G47 R | G42 G46 RR | Tangentiales Anfahren im Viertelkreis | Fräsen und Drehen mit angetr. Werkzeugen * |
| G48 G40 R | G40 G46 RR | Tangentiales Abfahren im Viertelkreis | Fräsen und Drehen mit angetr. Werkzeugen * |
| G17 | G15 | Schwenken und Schwenken zurücksetzen | Fräsen Ebenenschwenk |
| G17 | G15 G17 IP3 | Ebenenanwahl Stirnfläche mit virtueller Y-Achse | Drehen mit angetr. Werkzeugen |
| G17 C | G15 G17 IP0 | Ebenenanwahl Stirnfläche mit Polarkoordinaten | Drehen mit angetr. Werkzeugen |
| G17 Y C | G15 G17 IP5 CM | Ebenenanwahl Stirnfläche mit realer Y-Achse | Drehen mit angetr. Werkzeugen |
| G18 | G15 G18 TURN | Drehebenenanwahl | Drehen mit angetr. Werkzeugen |
| G19 X | G15 G19 IP1 DM | Ebenenanwahl Mantelfläche mit virtueller Y-Achse | Drehen mit angetr. Werkzeugen |
| G19 C | G15 G19 IP0 | Ebenenanwahl Mantelfläche mit Polarkoordinaten | Drehen mit angetr. Werkzeugen |
| G19 Y X | G15 G19 IP5 DM | Ebenenanwahl Sehnenfläche mit realer Y-Achse | Drehen mit angetr. Werkzeugen |
| G86 | M1 ; G86 | Radialer Stechzyklus | Drehen, nicht automatisch "übersetzbar", darum hier mit M1 ; auskommentiert. Der Zyklus muss anschließend neu programmiert werden. Mehr siehe hier. |
| G88 | M1 ; G88 | Axialer Stechzyklus | Drehen, nicht automatisch "übersetzbar", darum hier mit M1 ; auskommentiert. Der Zyklus muss anschließend neu programmiert werden. |
| G59 AR | G59 WI | Programmierbare Drehung | Fräsen und Drehen mit angetr. Werkzeugen |
| G59 ZA | G59 ZI | Programmierbare NPV | Insbesondere im Drehen |
| G59 XA.. YA... AR | G59 XI.. YI ... WI | Programmierbare NPV | Insbesondere im Fräsen, nicht automatisch "übersetzbar" |
* Die beim tangentialen An- und Abfahren optionale Zustell- bzw. Rückzugsebene W wurde von PAL umbenannt in WV und muss in diesen Sätzen ggf. zusätzlich geändert werden. Pauschal per "Suchen & Ersetzen" darf das aber nicht geschehen, weil in den Fräs- und Bohrzyklen die entsprechende Adresse weiterhin W heißt.
Weitere Änderungen erfordern nicht unbedingt die Überarbeitung bestehender Programme, können sich aber in der Simulation auswirken:
| PAL2008/PAL2012 | PAL2020 | Bedeutung | Wo kommt's vor? |
| G0 X Y Z | G0 X Y G0 Z |
Positionierlogik bei G0 und G10 entfällt | Fräsen |
| T S F M13 | T M6 S F M13 |
Werkzeugwechsel mit M6 In SYMplus™ löst aber auch weiterhin T den Wechsel unmittelbar aus, M6 bleibt optional |
Fräsen |
Beachten Sie, dass diese Liste nur eine Gegenüberstellung PAL2008/PAL2012 mit PAL2020 darstellt. Neue Funktionen, zu denen es vor 2012 kein Äquivalent gab, sind nicht aufgeführt. Im Zweifelsfall gilt in der Prüfungssituation die in den Prüfungsunterlagen enthaltene "PAL-Programmieranleitung".
Alle Angaben ohne Gewähr.