
Simulator: Werkzeugwechselpunkt im Fräsen mit M6
Letzte Änderung: 20.02.2018
In der Praxis an der Maschine sorgt i.d.R. der Befehl dafür, dass das zuletzt verwendete Werkzeuge automatisch zum Werkzeugwechselpunkt bewegt wird. In den Steuerungssimulatoren von SYMplus wird bei M6 aber kein Verfahrweg zum Werkzeugwechsel simuliert, der Werkzeugwechsel findet also an der letzten Position des zuvor verwendeten Werkzeugs statt, was je nach Einstellmaß der Werkzeuge zu Crashs führt.
Man kann aber in der Voreinstellungsdatei des jeweiligen Simulators M6 mit dem Aufruf eines bestimmten Unterprogramms verknüpfen, und in dieses z.B. G0 Z100 M9 schreiben. So geht's:
Öffnen Sie die entsprechende Voreinstellungsdatei, indem Sie z.B. im Kontextmenü (Rechtsklick) auf Bearbeiten klicken. Sie finden diese Datei mit der Endung ini im Hauptverzeichnis der Anwenderdaten. Die Dateinamen sind etwas "kryptisch", die Voreinstellungsdatei zur SINUMERIK 810D/840D heißt S810FWX.INI, die zur Variante mit 3+2 Achsen heißt S810FW3.INI, die zur HAAS-Steuerung HAVFFWX.INI, die zur DECKEL Dialog 4 DDI4FWX.INI, die zur FANUC 0i-MC F0ICFWX.INI.
Im Register [Interpreter] finden Sie diese beiden Einträge:
TOOL_MFUNC=
TOOL_MFUNC_UP=
Ergänzen Sie in TOOL_MFUNC= die Nummer der M-Funktion, die den Werkzeugwechsel ausführen soll, also i.d.R. 6 für M6:
TOOL_MFUNC=6
Ergänzen Sie in TOOL_MFUNC_UP= den Namen des Unterprogramms, das dann aufgerufen werden soll. Beachten Sie dabei unbedingt die Namenskonvention der jeweiligen Steuerung. Beispiele:
TOOL_MFUNC_UP=8666
... für eine Steuerung, die max. 4-stellige Dateinummern erlaubt und für die alle Unterprogramme mit 8 anfangen, oder
TOOL_MFUNC_UP=L6
...für eine SIEMENS-Steuerung, wo ein Programmname immer mit zwei Buchstaben beginnen muss
oder mit L gefolgt von Ziffern
Speichern Sie dann die ini-Datei.
Starten Sie anschließend die Software und schreiben Sie im Simulator das entsprechende Unterprogramm. In den o.g. Beispielen also das Programm 8666 bzw. das Programm L6. Wenn die Steuerung zwischen Haupt- und Untergrogramm unterscheidet, achten Sie darauf, dass Sie das Programm als Unterprogramm anlegen. Je nach Format der Steuerung könnte das Programm z.B. so aussehen:
O8666
G00 G90 G40 Z100.0
M09
M05
M99
%_N_L6_SPF
N1 G40
N2 G90
N3 G0 Z100
N4 M9
N5 M5
N6 M17
Wichtig ist noch das Verzeichnis, in das das Unterprogramm für den Werkzeugwechsel abgelegt wird: SYMplus schaut beim Unterprogramm-Aufruf standardmäßig nur in das gerade aktuelle Verzeichnis, also in das Verzeichnis, in das auch das Hauptprogramm gespeichert wird. Wenn Sie unterschiedliche Programm-Verzeichnisse verwenden, muss das Unterprogramm für den Werkzeugwechsel entweder in jedes dieser Verzeichnisse kopiert werden. Oder (besser!) Sie speichern es in den Ordner für "Gemeinsame Dateien" und legen in den Voreinstellungen für den Simulator fest, dass dieser Ordner auch als "Zentraler Unterprogramm-Ordner" zusätzlich beachtet werden soll. So wird's gemacht (Beispiel: FANUC 0i-MC):
F8 Einrichten > F4 System-Konfiguration > F1 Voreinstellungen > 'Betriebsart Simulator' markieren > F2 Ändern > F1 Datei-Verwaltung ...
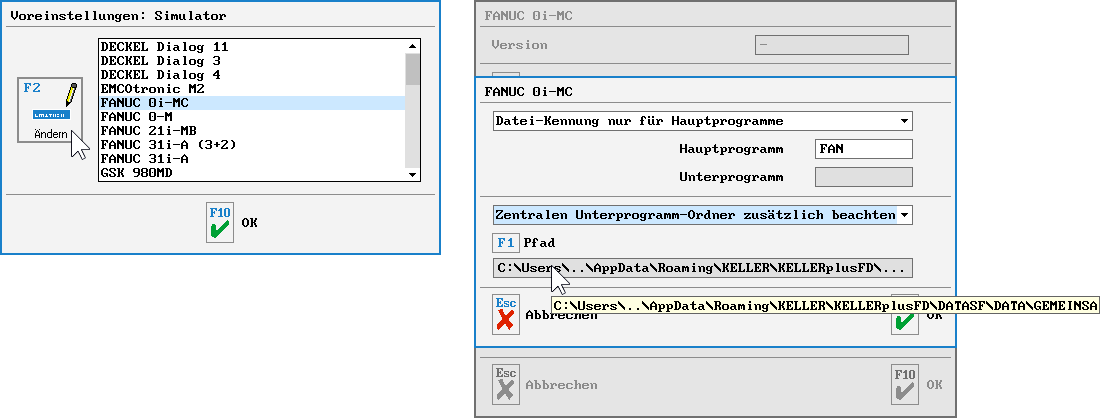
Auch dieser Eintrag wird dann in die o.g. ini-Datei gespeichert, Sie können den Eintrag also alternativ auch direkt dort mit eintippen (dabei stehen im Beispiel die ".." für den Usernamen, siehe auch Wo finde ich die Anwenderdaten?)
UP_GLOBAL_PATH=C:\Users\..\AppData\Roaming\KELLER\KELLERplusFD\DATASF\DATA\GEMEINSA