Werkzeugwechselpunkt im PAL-Simulator Drehen
Letzte Änderung: 19.06.2024
Nach PAL (und auch nach PAL2020) kann mit dem Befehl G14 ein in der (fiktiven) Steuerung hinterlegter Werkzeugwechselpunkt angefahren werden, dessen Koordinaten sich auf den Werkzeugträgerbezugspunkt beziehen.
In SYMplus™ sind hierfür Koordinaten in den Voreinstellungen zu finden (X400, Z420). Eine Notwendigkeit diese zu ändern besteht in der Regel nicht. Sollten Sie es doch tun wollen (oder korrigieren müssen, weil ein Anwender irrtümlich in den Voreinstellungen etwas geändert hat), so geht's:
Betriebsart F8 Einrichten > F4 System-Konfiguration > F1 Voreinstellungen > Betriebsart DIN/PAL-Simulator markieren > F2 Ändern.
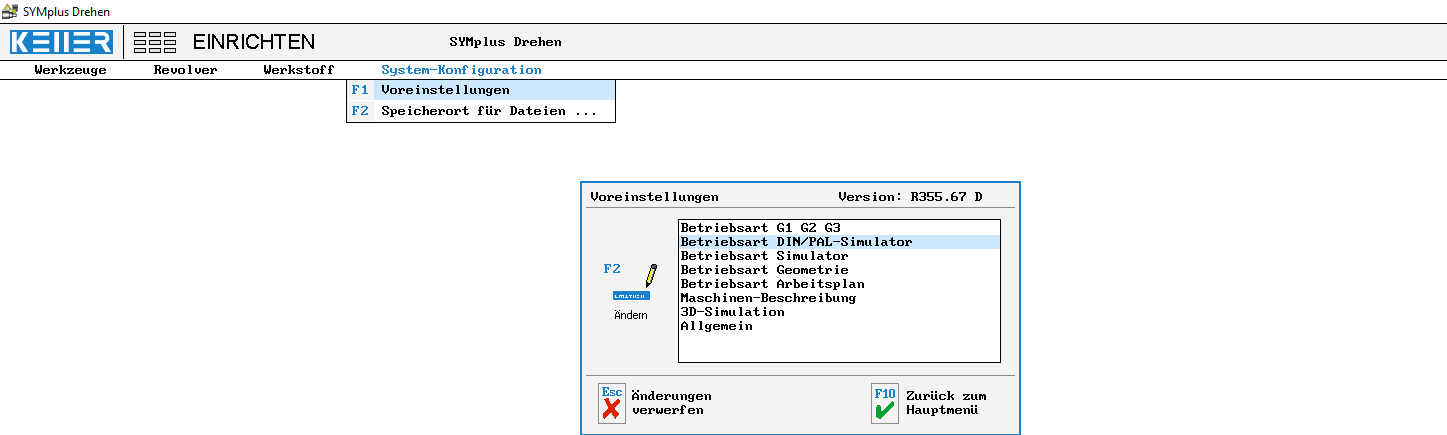
Unter F1 bis F6 stehen Ihnen nun individuelle Voreiinstellungen für jeden "Modus" zur Verfügung (ggf. einzelne ausgegraut, je nach Lizenz). Wenn Sie im Modus "PAL2020 C/Y" arbeiten, geht's weiter mit F6. Unter F5 Spannen finden Sie dann im Dialog unten diese Koordinaten.
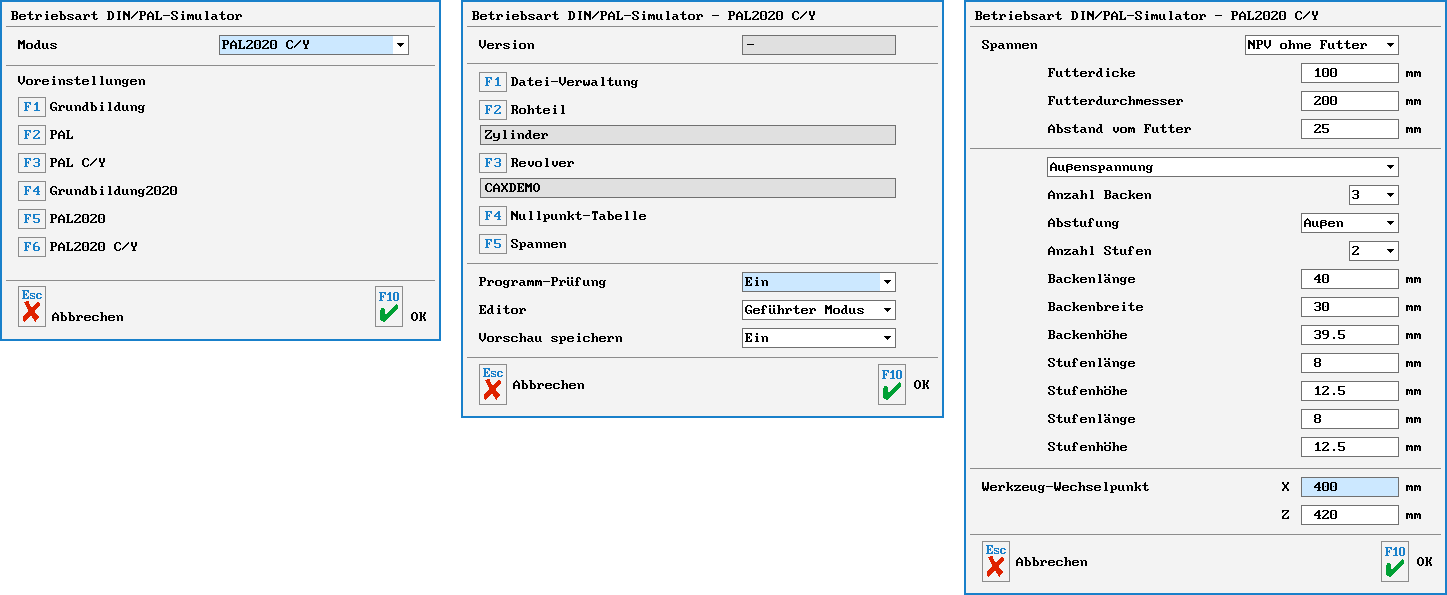
Achtung: Ändern Sie NICHT die Einstellung "Spannen" : "NPV ohne Futter" auf dieser Seite. Diese hat nichts mit der Anzeige des Futters in der Simulation zu tun, sondern mit der Verrechnung von Futter- und Rohteillänge für die Nullpunktlage.
Sollten Sie im Wechsel auch in anderen Modi arbeiten, müssen Sie die Voreinstellungen auf die gleiche Weise auch für diese vornehmen.