Umspannen simulieren in Steuerungssimulatoren
Letzte Änderung: 28.04.2024
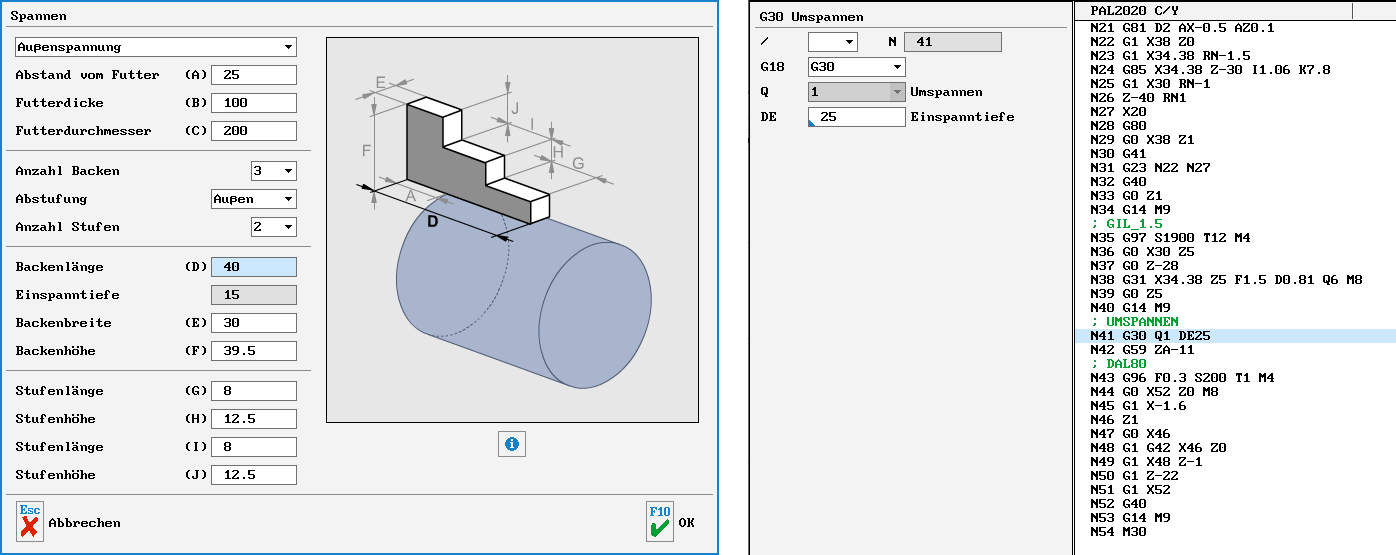
Nach PAL Drehen (und so ist es auch im PAL-Simulator realisiert) gibt es einen Befehl G30 Q1 zum Simulieren eines manuellen Umspannvorgangs. Dabei wird mit der Adresse DE die Einspanntiefe auf der zweiten Seite definiert. Die Einspanntiefe für die erste Seite steht dagegen nicht im Programm, sondern wird bei der Anlage des NC-Programms (oder nachträglich über F1 Datei > F2 Einstellungen > F3 Spannen ...) über die Differenz der "Backenlänge (D)" und dem "Abstand vom Futter (A)" festgelegt.
Die Differenz zwischen der Einspanntiefe der ersten und der zweiten Seite plus das Maß, das auf der ersten Seite plangedreht wurde, legt fest, um wieviel Millimeter der Nullpunkt in Z für die zweite Seite verschoben werden muss (entweder über G59 oder über einen zweiten Nullpunkt, z.B. G55).
Die Steuerungssimulatoren in SYMplus™ wie auch in aller Regel die entsprechenden Steuerungen, die damit nachgebildet werden, haben eine vergleichbare Funktion zu G30 nicht. Es besteht aber dennoch die Möglichkeit, auch in diesen einen Umspannvorgang und anschließend eine rückseitige Bearbeitung zu simulieren. Hierzu dient die fiktive M-Funktion M999.
Programmiert man diese in den Steuerungssimulatoren für HAAS, SIEMENS, TRAUB, GILDEMEISTER etc., wird das Werkstück umgedreht und die Simulation (entsprechend einem M0) gestoppt. Die Möglichkeit, mit unterschiedlichen Einspanntiefen zu operieren, besteht hier aber nicht. Der Nullpunkt bleibt also gegenüber der ersten Seite unverändert bzw. wird nur um das Maß, das auf der ersten Seite geplant wurde, verschoben, z.B. also mit G59 Z-1.
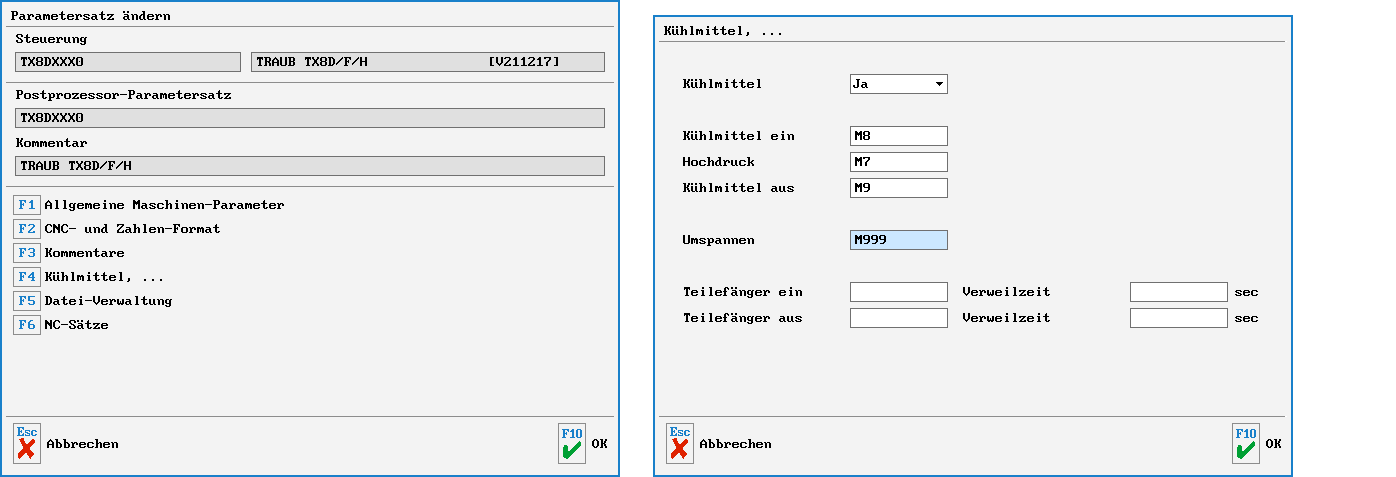
In den Postprozessor-Einstellungen besteht die Möglichkeit, die Funktion M999 für das Umspannen unter F3 Kühlmittel ... zu hinterlegen, das Feld ist im Auslieferzustand leer. Beachten Sie aber, dass Sie die Nullpunktlage für die Simulation im Simulator ggf. anpassen müssen. Gleiches gilt natürlich dann auch nochmal umgekehrt auf der Steuerung an der Maschine, wenn Sie das Programm später in der Praxis umsetzen möchten.